Streamline Costs and Lead Times with
In-House Secondary Operations & Tooling
ISO Class 8 Cleanroom Secondary Operations – Value Add Offerings
At Proterial High Performance Medical Solutions (HPMS), we go above and beyond to meet the unique needs of our customers. With a full-service, on-site tooling department and comprehensive product development capabilities, we also offer a wide range of in-house secondary operations—helping you reduce lead times, lower costs, and simplify your supply chain.
Easily and accurately turns long extrusion into small final lengths. Featuring interchangeable tooling for precise cutting of materials ranging from Ø0.010 to Ø0.500" and lengths as short as 0.020", it can cut a 4-foot extrusion into 120 pieces in about a minute.
Manual Trimming Machine
The foot pedal trimmer handles tubes up to Ø0.500" with secure bushings and extendable tracks for longer cuts. The slide trimmer cuts up to 8 tubes at once, processing sizes up to Ø0.25" with interchangeable inserts for custom shapes.
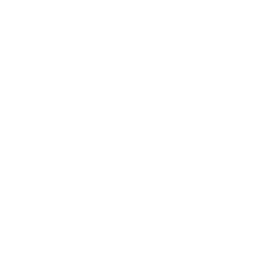
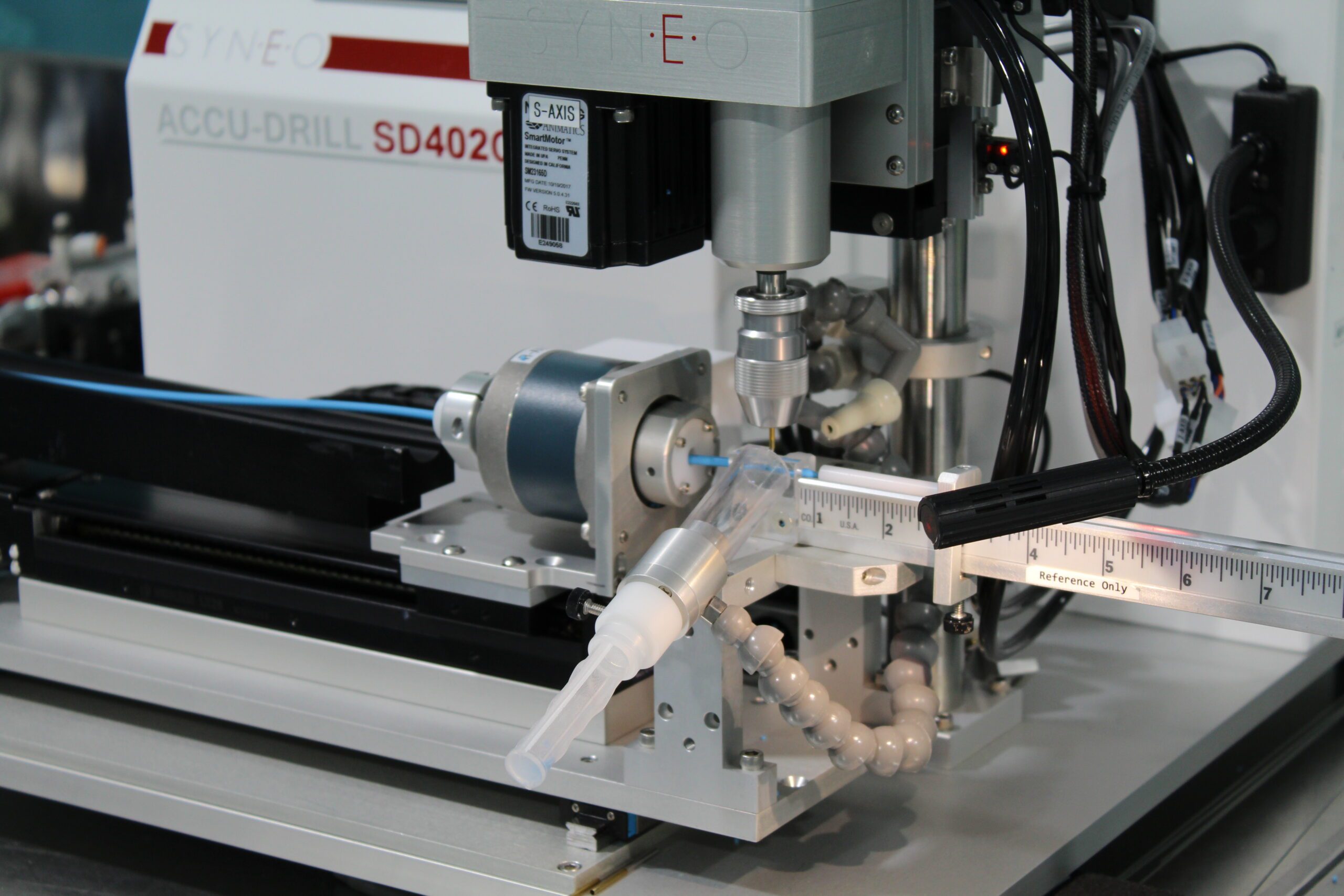
Punch/Drill Machines
HPMS uses machines that combine heat and pressure to shape tubes into custom designs, processing sizes from Ø0.039"-Ø0.325". Depending on the die and mandrel design, we can create open or closed tips and bond similar-sized tubes with a butt weld.
Injection Molding Machine
Our injection molding machine injects heated resin into molds to create parts, with precise control over temperature, speed, and pressure. It supports overmolding and can form center holes using metal corepins.